
简约而不简单,我们的焊管锅炉管做工精细产品视频将用直观的方式展示产品的核心价值。
以下是:焊管锅炉管做工精细的图文介绍

申达鑫通商贸有限公司多年来始终坚持“诚信为本,质量保证,客户至上”的服务理念,为广大客户和消费者服务,本公司一贯奉行以质量求生产,以质量求发展,对 安徽阜阳镀锌方管产品精益求精,以优质的 安徽阜阳镀锌方管产品供给客户,服务至上,价格合理,而受到广大客户的赞誉,欢迎广大客户来厂实地考察洽谈。


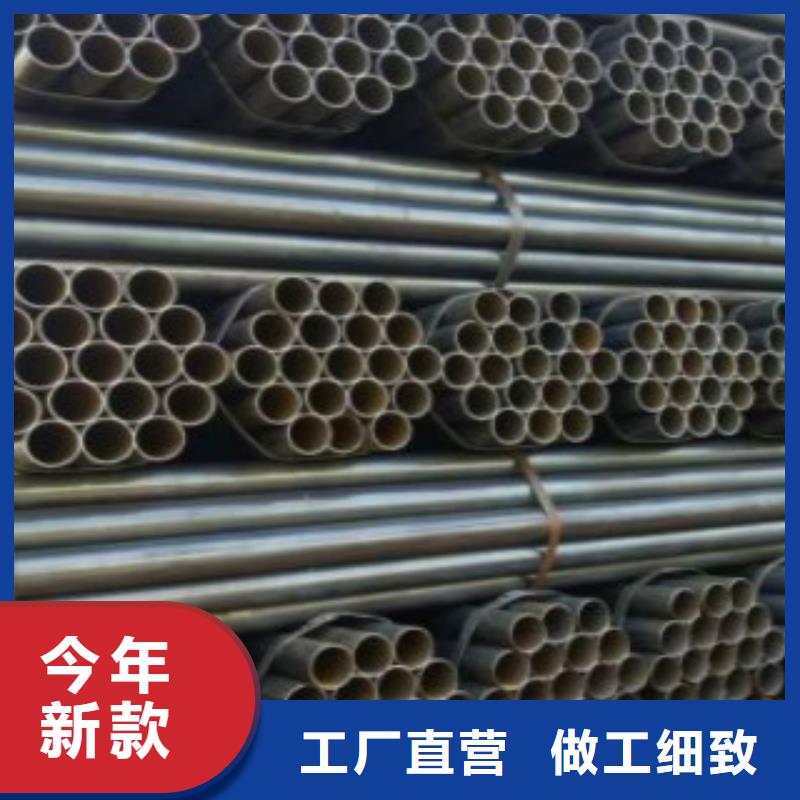
1 低压流体输送用焊接钢管也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。
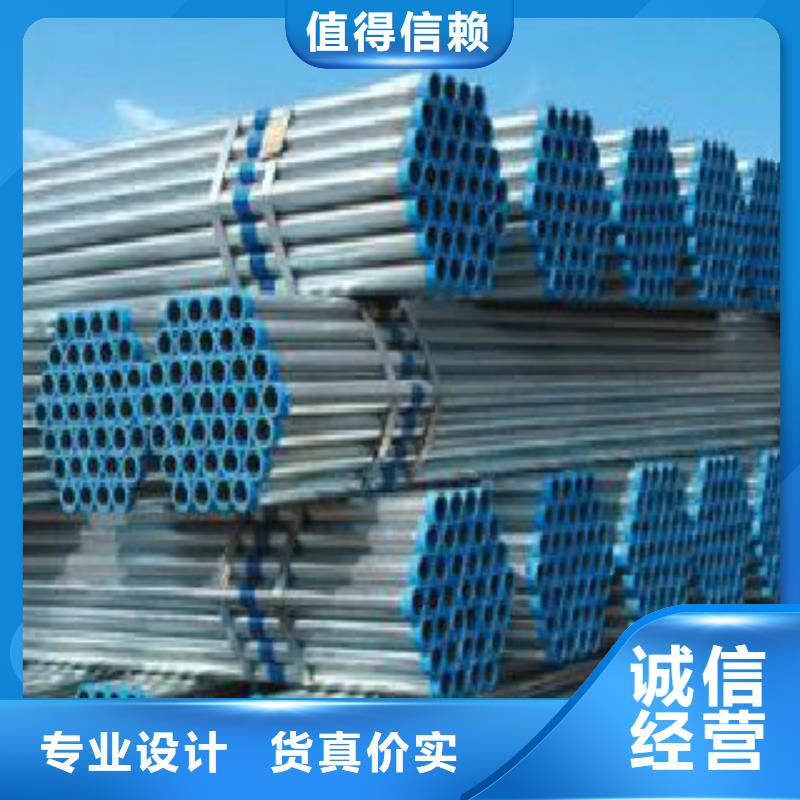
2 低压流体输送用镀锌焊接钢管也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。



热轧卷板价格方面,截至6月22日,国内10个重点城市5.5mm热轧卷板平均价格为3811元,比上周五跌32元,比上月同期跌178元。库存方面,截至6月21日,国内29个重点城市热轧板卷总库存量达到205.41万吨,比上周增4.53万吨,幅度为2.25%,比上月同期增11.89%,比去年同期增16.34%。
冷轧卷板价格方面,截至6月22日,国内10个重点城市1.0mm冷轧卷平均价格为4171元,比上周五价格跌29元,比上月同期跌169元。库存方面,截至6月22日,国内24个重点城市冷轧板卷库存量108.96万吨,比上周降0.37万吨,幅度0.34%,比上月同期增1.88%,比去年同期高35.19%。
中厚板价格方面,截至6月22日,国内10个重点城市20mm中板价格为3887元,比上周五跌26元,比上月同期跌147元。库存方面,截至6月22日,国内29个重点城市中厚板卷总库存量达到103.62万吨,比上周末降0.25万吨,幅度为0.25%,比上月同期增7.11%,比去年同期增21.42%。
冷轧卷板价格方面,截至6月22日,国内10个重点城市1.0mm冷轧卷平均价格为4171元,比上周五价格跌29元,比上月同期跌169元。库存方面,截至6月22日,国内24个重点城市冷轧板卷库存量108.96万吨,比上周降0.37万吨,幅度0.34%,比上月同期增1.88%,比去年同期高35.19%。
中厚板价格方面,截至6月22日,国内10个重点城市20mm中板价格为3887元,比上周五跌26元,比上月同期跌147元。库存方面,截至6月22日,国内29个重点城市中厚板卷总库存量达到103.62万吨,比上周末降0.25万吨,幅度为0.25%,比上月同期增7.11%,比去年同期增21.42%。


二、无缝钢管管道的焊接
1.管道在焊接前,应先进行处理,包括矫正、切割、坡口加工以及清理等。坡口切割一般是采用氧-乙炔焰气割,切割完成后,要掉杂物或者杂质,如有不平整的地方,应用磨光机处理平整,以免影响焊接质量。坡口内如有铁锈或者水分,也要干净。
2.焊条、焊剂的使用应按照说明进行,使用前先烘干,使用时要保持干燥。焊条药皮如果出现脱落,或者有裂纹的出现,则不能使用。
3.焊前管口应进行组对,要使用专门的工具,以确保管子的整齐性和平整度。管子的组对点固应由焊工进行,其它人员不能进行操作,焊缝不能有任何缺陷。
4.应严格按照规定要求进行焊接,焊接设备使用前应先进行检查,以确保其性,以及能够正常使用,如果不合格,则不能使用。焊接过程中,要做好质量控制工作。
5.焊接一般是采用手工电弧焊,控制好焊条质量,焊缝尽可能一次性完成,不要留有问题。
6.管道连接时,不能强行进行连接,对口位置应正确
1.管道在焊接前,应先进行处理,包括矫正、切割、坡口加工以及清理等。坡口切割一般是采用氧-乙炔焰气割,切割完成后,要掉杂物或者杂质,如有不平整的地方,应用磨光机处理平整,以免影响焊接质量。坡口内如有铁锈或者水分,也要干净。
2.焊条、焊剂的使用应按照说明进行,使用前先烘干,使用时要保持干燥。焊条药皮如果出现脱落,或者有裂纹的出现,则不能使用。
3.焊前管口应进行组对,要使用专门的工具,以确保管子的整齐性和平整度。管子的组对点固应由焊工进行,其它人员不能进行操作,焊缝不能有任何缺陷。
4.应严格按照规定要求进行焊接,焊接设备使用前应先进行检查,以确保其性,以及能够正常使用,如果不合格,则不能使用。焊接过程中,要做好质量控制工作。
5.焊接一般是采用手工电弧焊,控制好焊条质量,焊缝尽可能一次性完成,不要留有问题。
6.管道连接时,不能强行进行连接,对口位置应正确
